

气液增压铆接机的增压缸是将油压缸与增压器作一体式相结合,利用增压器的大小不同受压截面面积之比,因为压力不变,当受压面积由大变小时,则压强也会随大小不同而变化的原理,从而达到将气压压力提高到数十倍的压力效果。
气液增压铆接机的增压缸具有快速小力到位,即“软接触”,可极大限度保护模具及工件损伤。每一冲压循环均由快进行程、力行程、返回行程三个行程段构成。在快进行程,由前部的快进气缸纯气动驱动上模具快速小力运动,直至在某一位置碰到工件。上模具接触工件后,由工件外阻控制气液增力缸自动开始气液增压的力行程,全力驱动上模具实施冲压加工。完成冲压加工后,转换主控阀,纯气动驱动上模具返回至静止状态,完成返回行程,并处于下一个工作循环准备。
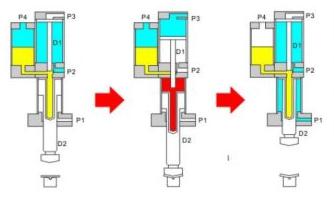
气液增压铆接机工作原理图
快速行程:P4进气,P1排气,D2下降;
力行程:P3进气,P2排气,D1活塞杆向下增压;
返回行程:P1及P2进气,P3及P4排气,活塞杆回到起始位置。




