

铆接是一项紧固铆接工艺,已被成千上万的制造企业用来对钣材或零部件进行成型或固定。采用这种工艺的设备,其铆头在接触到工件时会同时产生压力和机械运动。
径向铆接原理
铆头按11瓣梅花轨迹运动,使铆钉材料产生力变形后达到一次性成型铆接。径向铆接适用于高精度铆接要求的产品零部件,特别对于不锈钢圆棒材料的铆接效果更是非常理想且表面光洁度可以达到Ra1.6。
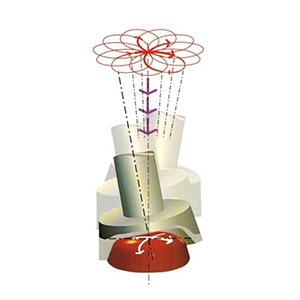
图(一)径向铆接原理图
摆碾铆接原理
电机通过连轴器将运动传递给主轴,液压或气压系统驱动活塞连同主轴向下施压使铆接头接触铆钉,铆头围绕铆钉中心线(即主轴中心线)公转,同时铆头在切向力的作用下自转,从而形成无滑动碾压。
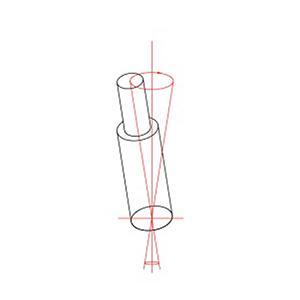
图(二)摆碾铆接原理图
油压或气压直向冲压铆接原理
采用油压或气压驱动,冲头到工件铆接部位产生直向压力铆接。适用于技术要求相对较低,允许零部件压死的产品;反之,如产品零部件要求保持滑动,则不推荐使用此类工艺进行铆接。
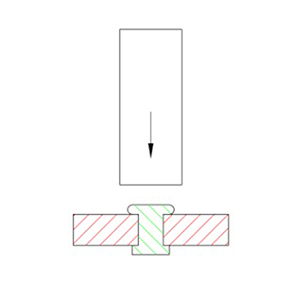
图(三)冲压铆接原理图
自动送钉铆接原理
自动送钉的铆接方式适用于半空心铆钉或全空心铆钉。铆钉首先通过滚钉盘转动后自动经滑道流向下钉嘴,操作工再将产品零件放入下模具的顶针上,然后通过凸轮转动带动摆动杆下压,使铆钉下压下模具的顶针,最后产品铆钉翻边成型。
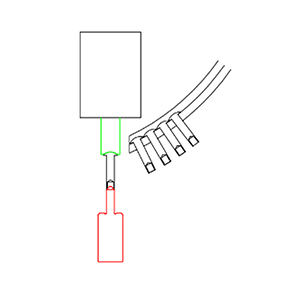
图(四)自动送钉铆接原理图
无铆钉铆接原理
无铆钉铆接是一项钣件冲压链接核心技术。采用气液增压缸式冲压设备和专用的标准连接模具,利用钣材材料本身的塑性变形,通过一个冲压过程,即可在连接处形成一个互相镶嵌的圆点,由此将钣件连接起来。该铆接点不损伤工件表面的镀层或漆层,连接点保持钣件原有的抗腐蚀性。

图(五)无铆钉铆接原理图




